
If you're a Designer or Architect you've probably heard of resilient flooring. Maybe you’ve been tasked with your first healthcare design project, or you’ve made the career change from residential design to commercial. If resilient flooring isn’t a product you’re familiar with, or you know the basics and would like to be able to explain resilient flooring in a deeper way, you've come to the right place.
Mannington Commercial started making sheet vinyl in Salem, NJ, when John Boston Campbell founded Mannington over 100 years ago. In early 1958, Mannington rolled out its first 12-foot wide format sheet vinyl flooring, an innovative product called “Vinyl-Tex." To this day we are the flooring leader in the healthcare industry because of our resilient sheet products.
We’re going to do a deep dive into resilient flooring available today, how it’s made and where each type should be used.
After raising your resilient flooring IQ you will be able to:
- Define the main types of Resilient Flooring
- Describe the manufacturing process of each type
- Discuss the resulting products of these manufacturing processes
Resilient Flooring Types
They include:
- Vinyl products, like LVT and sheet vinyl
- Vinyl-composition products, like VCT
- Rubber
- Cork
- Linoleum
According to the Resilient Floor Covering Institute, or RFCI:
Resilient flooring is defined like this, “a non-textile floor that provides underfoot comfort and characteristically bounces back from repeated traffic or compression.”
Basically, resilient flooring is anything where the wear surface is non-textile, non-wood and non-stone – so anything that is not carpet, hardwood or laminate, stone, ceramic or concrete.
Laminate does start to approach the resilient category, because of its multilayer construction, but ultimately, it’s too wood-based to be considered resilient – it doesn’t “bounce back.”

Resilient Products Come In Multiple Forms
Primarily resilient products are available in sheet, tile and plank.
Sheet:
- These products are typically packaged in rolls.
- They are typically very flexible products.
- They can vary in length. While they can vary in width too, most often the length will exceed the width. That’s a standard rule for sheet products.
Many companies sell sheet vinyl in 6 or 12 foot widths. Mannington offers multiple sizes to not only help in corridors but throughout an installation. The benefit is less waste, less seams, quicker install which also translates to less cost to install our product vs. competitors.
Tile and Plank:
- These products are typically packed in cartons, often in flat pieces.
- Traditionally, tile and plank products are less flexible, not quite as plasticized as sheet products, so they cannot be rolled up.
- Tiles and planks include things like VCT, solid vinyl tile (SVT), LVT, MLF or multilayered flooring, and rubber tile.
- MLF, multi-layered flooring, includes things like WPC (wood polymer core), SPC (solid polymer core), “solid core” and “rigid core” tile and plank products, and these are some of the newest kinds of resilient flooring currently available.
On the sheet side, there are both homogeneous and heterogeneous products, which we’ll get into in just a moment. These products include: sheet vinyl, sheet rubber, linoleum, and any other non-carpet products in roll form.
Related: Sheet Vinyl vs. Luxury Vinyl Tile: Best Flooring For Infection Control
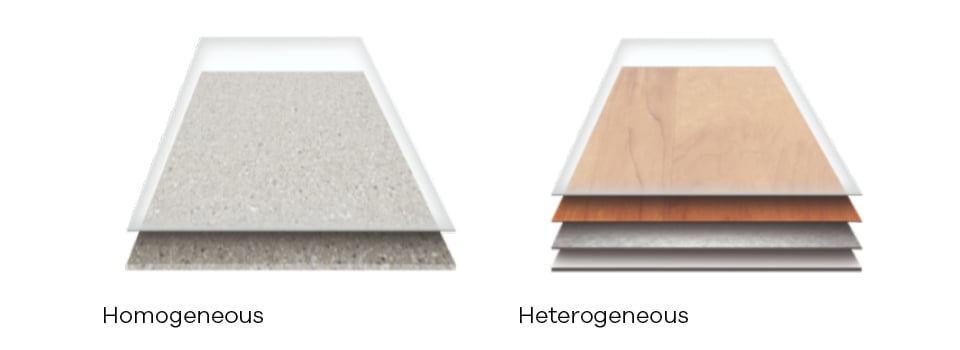
The Difference Between Homogeneous and Heterogeneous Flooring:
- Homogeneous the word itself means that it is basically one substance – it’s a single layer, top to bottom.
- Heterogeneous is simply a product that is layered, typically with separate chemistries for each layer of the product – and we will get into some examples of these.
The best way to tell a homogeneous product from a heterogeneous product is to flip the product over and look at the back vs. the front.
Essentially, if the product looks the same on both sides, it’s homogeneous. So, that would include traditional homogeneous sheet vinyl, rubber, VCT, solid vinyl tile, and cork – though you can have cork floor tiles with a layered, heterogeneous construction.
Meanwhile, you can tell when a product’s heterogeneous because it doesn’t look the same on the top and bottom. Plus, it’s made up of several layers in the middle of the construction. This would include LVT, multilayered flooring, and heterogeneous sheet vinyl or printed sheet vinyl.
Hybrid products, sometimes called inlaid products, are essentially a single layer, but may have a thin backing or some thin inner construction layer like a fiberglass layer for dimensional stability – but more than 95% of the product is made up of a single layer.
These include products like inlaid sheet vinyl and linoleum, which usually look like a homogeneous product from the top with that chip visual, but have a thin backing layer.
Related: What is Luxury Vinyl Tile (LVT)?
The Manufacturing Process
Homogenous:
This process starts off with taking the raw materials that go into the base of the products – materials like plasticizers, resins, and limestone – and putting them into giant mixers. Then the mixture is calendered out. Calendering is basically sheeting the product; think of it as a big pasta maker, where you take the dough and you slip it through a roller to create a thinner, spread-out noodle that has your desired thickness.
That’s what happens in this calendering process: a batch of material is mixed that is then brought through the calender.
Then, the sheet goes through a series of blades or slicers that breaks the product into the appropriate chip size.
Those chips are then screened, using a screen that allows the right chip size to pass through and continue on with the process. The chips that don’t pass through the system can be reground back into the mixer and used again in the process.
So, we have screened out this desired chip size.
Those chips are then brought to – in this example – a tile line.
There can be multiple different chips blended together in this example.
- The chips are heated up and calendered again this makes them bind.
- Then spray a polish application, maybe a wax, on top of the product.
- When making tiles, a punch comes down to punch out the tiles. Think of that like another food analogy – like a cookie cutter that will come down and press out, say, 12” x 12” tiles.
- Ta-dah! The finished tile product goes on to be stacked, inspected and packaged up.
In a homogeneous sheet product, instead of taking those chips, calendering them out and then punching them into tile, the chips are fed into large hoppers and onto a continuous moving belt.
In the photo below, a variety of colors are represented – assume each one of these colors represents a different chip – maybe a different chip size, a different chip color, and they are all being blended together to make this specific example of sheet. As the belt moves down the line, all the chips are scattered together.
Once the chips are laid out appropriately on the belt, they go through a series of consolidating rolls, which bring the product to its desired thickness.
Once the sheet is cooled, it is passed through a coater. In the case of a lot of homogenous sheet, or inlaid sheet, this could be a urethane coating that will give it performance attributes like resistance to stains, scuffs, and scratches.
And then on to the finished product.
Attributes of homogeneous products include things like chip and marbleized visuals.
In the pictures at the top, you can see a couple homogeneous visuals with different levels of chip variegation and chip contrast.
The chip-based marbleized visual – along with the wear layer and the pattern – are one in the same. As traffic wears down the layer, the visual is worn down as well.. Often there is a polymeric binder used in production so that the chips stay bound together.
In terms of texture, the products lay very flat and smooth, or they can be embossed. Mechanical embossing, uses an embossing cylinder to press into the surface of the finished product creating a topical undulation or texture. This helps create a better coefficient of friction, and wicking moisture away from the foot to help with slip resistance as well.
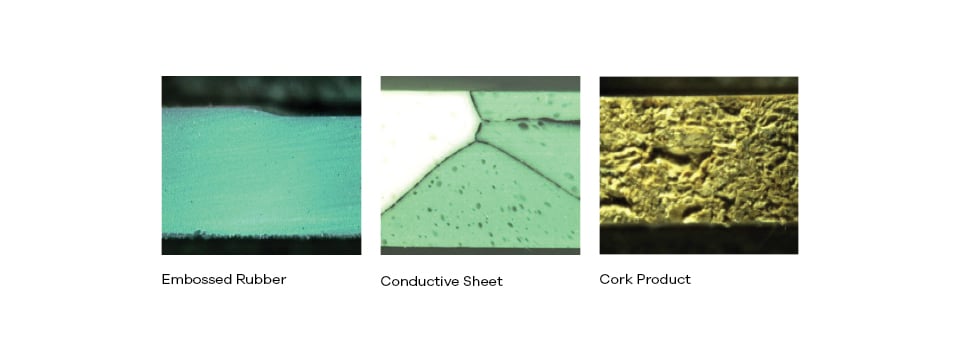
Under a microscope, this is what homogeneous products look like, in a cross-section view.
- The one to the very left is an embossed rubber product, obviously homogeneous from top to bottom. You can see that it is one big piece of solid rubber.
- The one in the middle is a specialty product, a conductive sheet product, but again it’s chip-based. The chips are coated with something that helps dissipate static electricity. It’s used in labs or with heavy medical equipment, to make sure the machines in the room don’t add any static electricity to the environment.
- And on the right we have a cork product, also a homogeneous construction in this case. As you can see from top to bottom, it’s made from that same cork substance.
Heterogeneous
The diagram is an example of a heterogeneous manufacturing process.
In this example, It starts with a carrier – with either a felt backing or a fiberglass backing it is rolled through a coating, which may be adding a layer of vinyl onto it.
The coated backing is then heated up in an oven to cure it, making sure it is a flat, smooth, perfect finish that will eventually serve as a canvas for the next step in this process, the printing! At this point in the process a heterogeneous product has already been created with two different layers.
From there, manufacturers take that first green roll all the way to the left – that pregelled, felt substrate – then it goes through a series of rotogravure print stations. Rotogravure printing is pictured here: A series of printing cylinders, just like printing a newspaper.
Each one of those cylinders has a different part of the pattern, and it will add a different layer of the color as well. Typically, solid colors are added to each one of those print cylinders. These inks are often transparent. They layer on top of each other, and by the time the printing is all the way to the right you’re looking down onto several layers of printed inks and several different elements of the pattern.
Put it all together and it’s the overall visual. So, this is rotogravure printing, the traditional way to get a printed or patterned vinyl product. The newest printing technique for vinyl tile, specifically, is digital printing. Digital printing, requires a process more akin to an inkjet print-out as the visual or décor film of the product. This gives you a really wide scope of design and color possibilities, as well as easier customization possibilities.
.jpg?width=1080&name=NorthernWonder_Aura_Myth%20(1).jpg)
From a printed layer, the product moves on to the wear-layer step of the process in heterogeneous manufacturing, in this example, we’ve taken that pregelled felt; printed on it, and now it needs a coating on top. This may be a vinyl coating that will eventually be saturated with urethane for performance attributes. The sheet is heated again to cure it – to get it, eventually, to dimensional stability.
Fusion and expansion is the last major step in the production of a heterogeneous product.
There are different ways manufacturers can use the fusion and expansion period, from a design and performance perspective.
They can do things like chemical embossing, where a chemical retardant is laid on certain areas of the printed visuals so that when it’s heated, the areas where the chemical retardant sits will not foam up.
If you see a wood knothole in the printed visual, the chemical retardant can go on top of the knothole, and in the eventual embossed version of the product, the knothole can actually be felt as if it were a real hardwood product.
Let’s look at some of the resulting constructions of the heterogeneous manufacturing process.
Heterogeneous has become the most popular of the resilient structures, with the evolution of products like Luxury Vinyl Tile. In fact, LVT is by far the fastest growing flooring segment in the industry, growing more than 43% in sales between 2017 and 2018.
So, why the popularity? Instead of working off a homogeneous chip visual, it’s a printed visual, whether rotogravure or digital, anything is possible. That is one of the big benefits of heterogeneous flooring. With great printed visuals, there are endless style and design capabilities.
Again, note that in heterogeneous structures, the layers are dissimilar. There is a wear layer on top of the printed layer to protect the visual, as well as carrier or backing substrates to provide stability, performance and installation advantages.
Let’s Talk Layers: Performance Layers
From a performance perspective. We’ll break them into 4 main parts, from top to bottom.
The Wear Layer
- The wear layer is anything that sits above the printed visual. That is really where the foot meets the floor.
- The wear layer is meant to protect the visual. It helps with stain and appearance retention.
- Typically, this is where you’ll see specialty top coats – things like static dissipation, slip resistance, different glosses and embossed textures that give some aesthetic value
- But mostly from the wear layer, you are getting performance.
The Printed Layer
- This is the beauty part of the product, where the product visual comes from.
- It’s important that the inks that are used in the print are heat- and light-stable, not only for the manufacturing process but also for the end-use - once the product gets installed in its end-use application, you want to make sure that it’s going to stay looking beautiful for the life of the floor. So it’s really important to have those inks designed appropriately to stand up for the life of the product.
The Inner Layers
- In this example, you have one inner layer. You can have two, three, four; it doesn’t really matter how many you have, but really this is giving the product its dimensional stability.
- It’s used to balance the product and add thickness.
- In the case of the heterogeneous manufacturing process, the pregelled felt was the inner layer, and it was also the substrate on which we printed. So in the case of heterogeneous sheet vinyl, the inner layer and print layer can be one in the same.
- In the case of LVT, however, the print layer is separate from the inner layer.
The Backing Layers
- This is pretty much the carrier for manufacturing.
- It also contributes to dimensional stability.
- And most importantly, the back of the backing layer is where the floor meets the subfloor and it’s really important that it be the right surface to bond, whether it’s with adhesives or if it’s a click together product. Whatever is meeting the subfloor has to work with that subfloor over the life of the product, so backing layers are very important in the construction of the product.
In the case of multi-layered flooring, or MLF, which are things like rigid core LVT like Mannington’s City Park and Mannington Crown collection or wood polymer core LVT (WPC), the backing or an additional inner layer before the backing is going to be a built-up solid core. It’s basically taking LVT and giving it more rigidity, more strength so that it can be installed without as much subfloor prep. It also gives the product some added stability in heat and humidity. So, each layer has its own function and its own purpose in that heterogeneous construction.
Understanding Resilient Flooring Products
All in all this topic is layered. Get it? Layered.
VCT, MLF, LVT, Rotogravure, Calendering, this stuff is not for the faint of heart. Knowing the lingo is half the battle, and you’ve got this article to reference for that.
When it comes time to spec a resilient flooring product don’t panic, you can now know you’ve got the right product in the right application.
If you’re interested in putting your new flooring knowledge to the test, we have an accredited CEU on this topic that your local sales representative would be happy to present.
Would you like to learn more about resilient flooring while earning AIA/IDCEC CEU credits?
Click below to request a CEU.
